薄肉の突き合わせ溶接ビード座屈事例
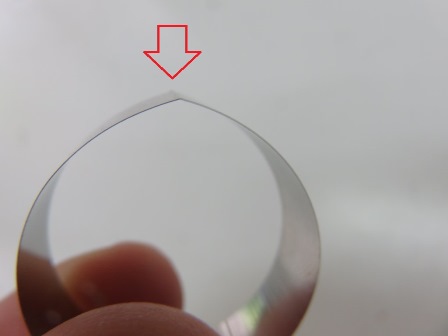
写真はSUS304-CSP H t0.10突合せ溶接のビード座屈になります。
SUS304-CSP H材の硬さはHV370以上と規定されています。
突合せ溶接時の熱影響により、溶接金属部は焼き鈍し状態の様になりHV200以下の硬さに鈍ってしまいます。
母材と溶接部が異なる硬さとなるため、外力が加わると溶接部に応力が集中して座屈してしまいます。写真のように折れて尖った形になります。
強度の点からばね用ステンレス鋼帯を使用する場合がありますが、溶接は要注意です。
テンションアニーリングなど理論上の対策はありますが、製品によってはアニール処理出来ないケースがほとんどです。