ステンレス系材料
ステンレス系材料の薄板溶接加工
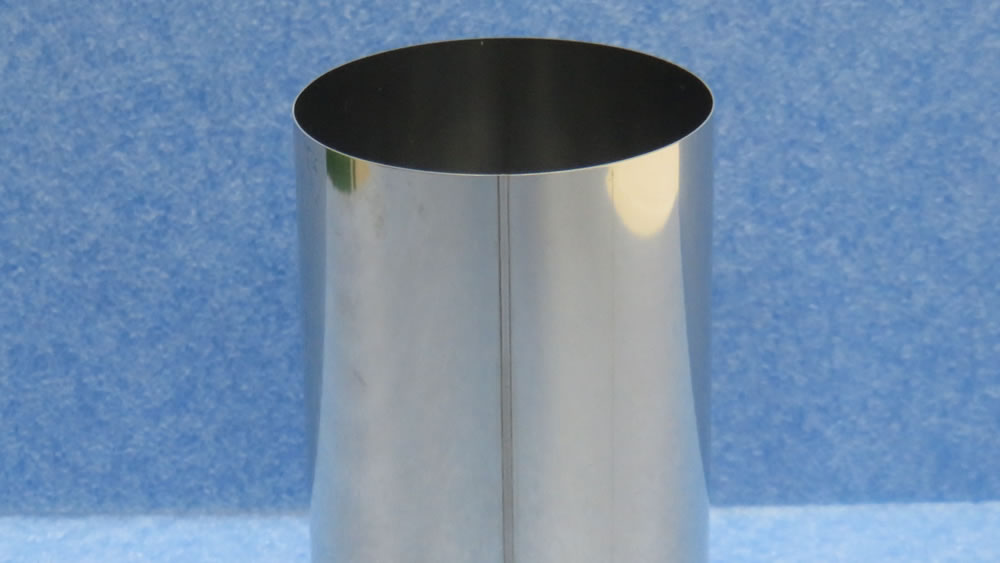
オーステナイト系ステンレスを中心にフェライト系、析出硬化系などの溶接を行っております。当社独自の突合せ溶接工法による板巻き溶接パイプは、薄肉容器やシェル、成形ベローズ用原管、ダイレクトドライブモーターのスリーブなど高い気密と精度を必要とする用途にご利用いただいております。
食品搬送や乾燥炉、精密駆動向けエンドレスベルトの溶接加工も突合せ溶接の得意とする加工です。
溶接パイプや薄板製品を用いた医療機器、半導体製造装置、加速器など分析機器に使用される真空容器・真空部品など気密を必要とするステンレス製品の受託溶接をお請けしております。
溶接作業者は、ステンレス溶接技能資格(WES8221(JIS Z 3821対応))を保有しております。
直動や円周溶接は自動溶接、隅肉や複雑形状や微細部品は技能者の手溶接と製品に応じた最適な溶接ができることが強みです。
2B材、BA(Bright Anneal)材、#400研磨材、HL(Hairline)材など各種表面仕上げもニーズに応じて加工・入手いたします。
以下明細にない材質も可否テストを含めて、試作対応いたします。
|
SUS632J1(15-7PH) |
| 表面仕上げの記号 | 摘要 |
| №2D | 冷間圧延後、熱処理、酸洗又はこれに準じる処理を行って仕上げたもの。また、つや消しロールによって、最後に軽く冷間圧延したものも含める。 |
| №2B | 冷間圧延後、熱処理、酸洗又はこれに準じる処理を行った後、適切な光沢を得る程度に冷間圧延して仕上げたもの。 |
| #400 | JIS R 6010(研磨布紙用研磨材の粒度)によるP400で研磨して仕上げたもの。 |
| BA | 冷間圧延後、光輝熱処理を行ったもの。 |
| HL | 適当な粒度の研磨材で連続した磨き目が付くように研磨して仕上げたもの。 |
JIS G4305(2021) 表15より抜粋