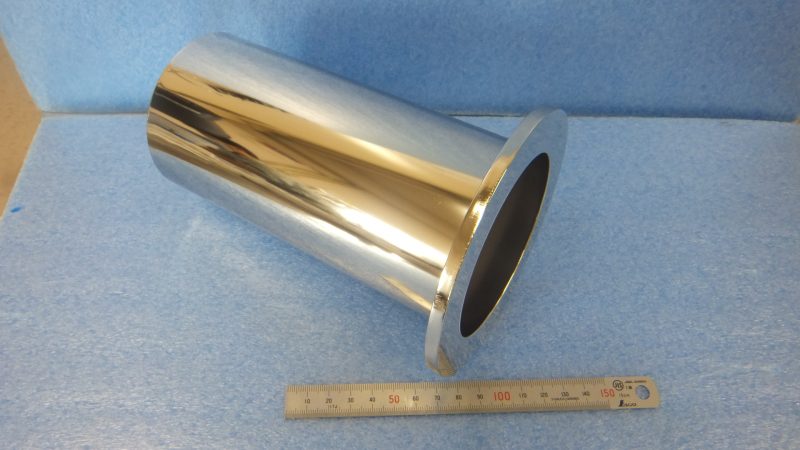
ステンレス製段付き容器 SUS304 φ80xφ100x210L
仕様:パイプ部 SUS304t1.0 蓋・底部 SUS304t3.0 特徴:SUS304 t1.0の溶接パイプとSUS304 t3.0の蓋・底の組み合わせにて段付き容器を製作しました。 パイプ側面に試料投入口を設け、蝶[…..]
![]()
078-851-6680

仕様:パイプ部 SUS304t1.0 蓋・底部 SUS304t3.0 特徴:SUS304 t1.0の溶接パイプとSUS304 t3.0の蓋・底の組み合わせにて段付き容器を製作しました。 パイプ側面に試料投入口を設け、蝶[…..]

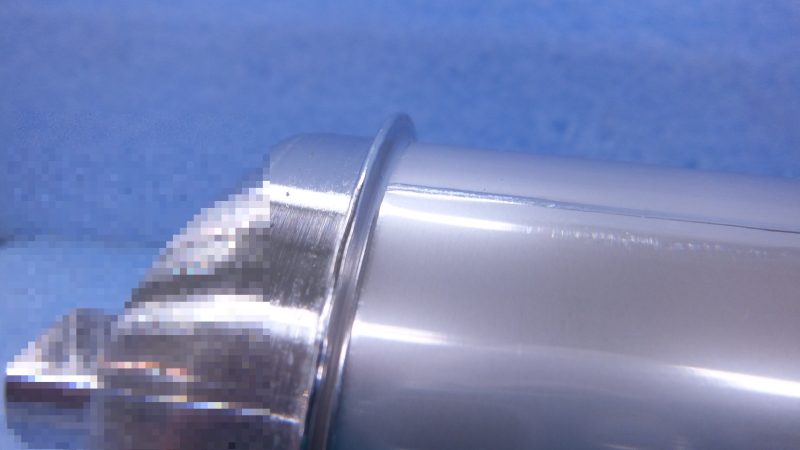
板巻溶接パイプ端部をフランジ曲げ加工を行い、接続部品とヘリ溶接にてシール溶接を行いました。
パイプ、部品ともに板厚0.3ミリで拝み合わせ部分の凹凸が有りましたが、冶具を工夫して対応しました。

t0.3溶接パイプにフランジと底板を溶接して容器を製作しました。
金属異物除去装置の磁石をカバーする容器としてご利用いただいております。

t0.5の溶接パイプと底板を全周溶接した容器外径に収まる被せ蓋を製作しました。
被せ蓋もプレス加工では無く、リング状に突合せ溶接を行い、ドーナツ形状の円盤と溶接して製作しています。

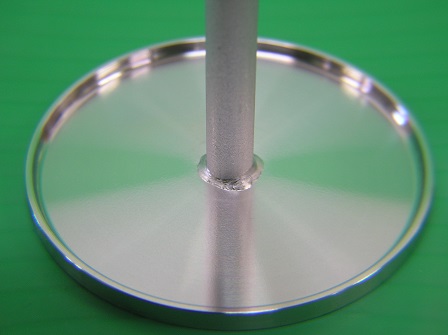
SUS304引抜き管の上下に円盤を溶接し、液面計用フロートとして製作しました。
φ2丸棒を円盤にすみ肉溶接しております。
仕様 蓋板厚 t1.0 パイプ板厚 t0.5 用途 排気用パイプ付蓋 特徴 機械加工したコの字型の円盤にチューブを裏面からカド溶接しました。真空脱気を行う容器の蓋となります。バックシールドガスを流し裏波溶接をしておりま[…..]

仕様:パイプ材質:SUS304、外径:φ110、 板厚:t3.0、 蓋材質:SUS304、板厚:t3.0、フランジ材質:SUS304 用途:真空用 特徴:フランジとパイプをはめ込み隅肉溶接、蓋とパイプを突き合わせ溶接で溶[…..]

仕様:パイプ材質:SUS304 外径:φ260 板厚:t2.0、 アングル材質:SUS304 板厚:t5.0 蓋板厚:t6.0 特徴:タンクの蓋にアングルを隅肉溶接を行いました。 パイプの製作とパイプと蓋の溶接でタン[…..]