薄肉パイプ製作事例 15-7PH(SUS632J1CSP) 板厚0.2mm x φ100 x 900L
析出硬化系ステンレスの15-7PH(SUS632J1CSP)の突合せ溶接を行いました。板バネやスナップリング、ダイヤフラムバルブなどに使用される磁性のあるバネ性の高い材料ですが、SUS304Hに比べて熱影響による溶接部の軟化があまり有りません。
![]()
078-851-6680

析出硬化系ステンレスの15-7PH(SUS632J1CSP)の突合せ溶接を行いました。板バネやスナップリング、ダイヤフラムバルブなどに使用される磁性のあるバネ性の高い材料ですが、SUS304Hに比べて熱影響による溶接部の軟化があまり有りません。

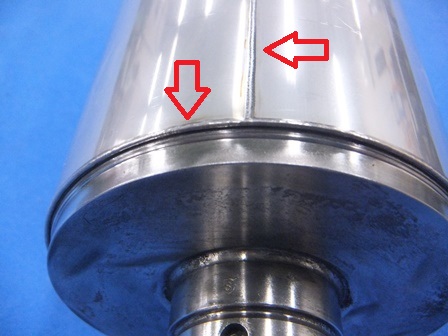
SUS304引抜き管の上下に円盤を溶接し、液面計用フロートとして製作しました。
φ2丸棒を円盤にすみ肉溶接しております。

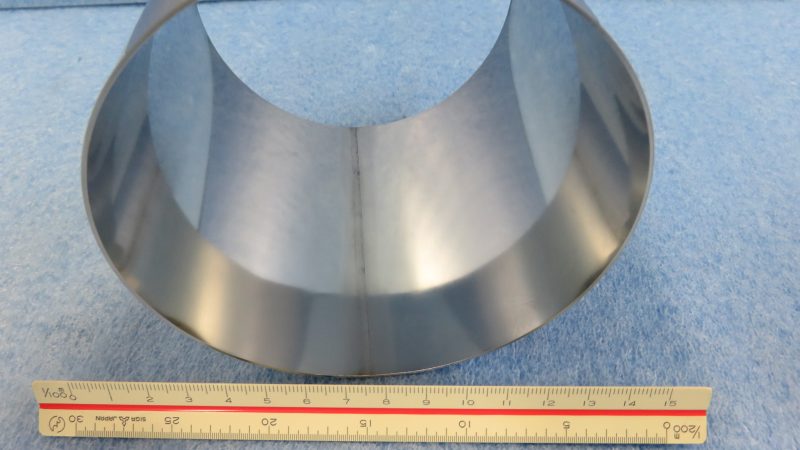
液面計内部で使用されるフロート用外筒をSUS304の板巻溶接パイプを製作しました。
上下に蓋と底を溶接するため、外径公差と加工バリの状態に注意して製作しました。

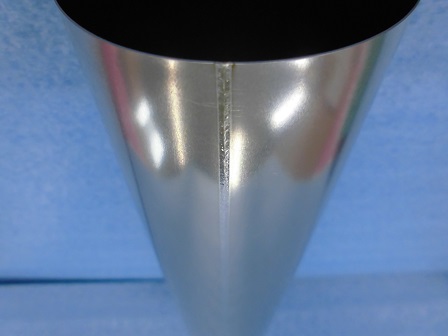
C1020板をロール加工して、溶接パイプを製作しました。
熱伝導が良い材料なので、短い溶接長ですが溶接電流値の制御が肝になる溶接でした。

仕様:材質 : SUS304 t0.5×φ25 用途:真空用 特徴:同じサイズのパイプを直列で突き合わせ溶接を行い、底板を溶接した上で、るつぼ形状にしております。 溶接後焼取を行い、ヘリウムリークテストを実[…..]

チタン1種シート材をロール加工して、板巻き溶接パイプを製作しました。研究開発用途で自動車部品(マフラー)の試作しました。

仕様 材質:SUS304 用途 真空用配管 特徴 レデューサー差し込み隅肉溶接 溶接後、溶接焼けを取りHeリークテストを行いました。 リークレート 0.1×10-11 Pa・㎥/S以下 管理番号19[…..]