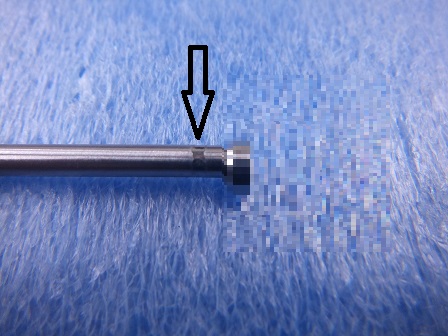
チューブ突合せ溶接 SUS304 φ3.18 肉厚0.5mm
先端に加工が施されたパイプと市販チューブを突合せ溶接にて直列溶接を行いました。
マイクロプラズマ溶接の強みが発揮できる加工事例です。
![]()
078-851-6680
先端に加工が施されたパイプと市販チューブを突合せ溶接にて直列溶接を行いました。
マイクロプラズマ溶接の強みが発揮できる加工事例です。
仕様:材質 C1020、サイズ:t0.5xφ116x1000L 特徴:銅の板巻溶接パイプとなります。これまで最長700L程度でしたが1000Lまで可能になりました。 材質違い(C1100/C1220等)または、径違い[…..]
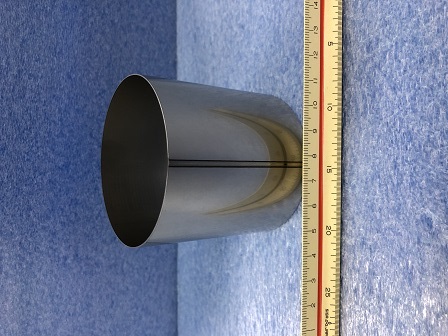
レベルセンサーや液面計として使われるフロートの胴体部分としてご使用いただいております。
体積・質量・比重など設計値で板厚・外径・長さをオーダーメイドで製作しております。
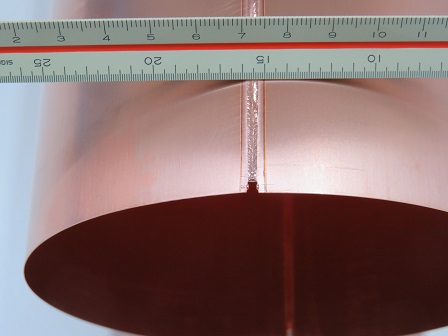
C1020(無酸素銅)の市販シート材(365×1200)で溶接パイプを製作しました。
展開長が取れるサイズの材料が無かった為、2枚の材料を使用し、対角線上に溶接を行いました。


テーパーねじとVCR継ぎ手を突合せ溶接しました。
ネジは螺旋状になっておりますので溶接時に、溶接ビードがネジを跨いだ部分からリークが発生しやすいので注意が必要です。

仕様:材質:SUS316、板厚:t1.0、外径:φ10、全長:180L 特徴:パイプをプラグに差し込み、全周溶接を行っております。 溶接は溶接棒を使わず、とも付溶接で行っております。 管理番号200515

t0.5の溶接パイプと底板を全周溶接した容器外径に収まる被せ蓋を製作しました。
被せ蓋もプレス加工では無く、リング状に突合せ溶接を行い、ドーナツ形状の円盤と溶接して製作しています。

析出硬化系ステンレスの15-7PH(SUS632J1CSP)の突合せ溶接を行いました。板バネやスナップリング、ダイヤフラムバルブなどに使用される磁性のあるバネ性の高い材料ですが、SUS304Hに比べて熱影響による溶接部の軟化があまり有りません。

SUS304引抜き管の上下に円盤を溶接し、液面計用フロートとして製作しました。
φ2丸棒を円盤にすみ肉溶接しております。